硬包装EVOH加工装备与加工工艺
1、加工设备
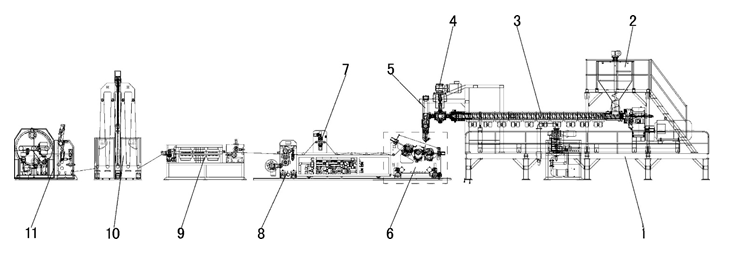
高阻隔多层共挤复合材料具有多层结构,因此需专用的多层共挤挤出设备成型,根据各层的材料特性选择合适的挤出类型。如汕头市达诚环保精机科技有限公司近期设计制造EVOH多层共挤片材挤出设备,采用5条单螺杆挤出机组合,具体型号为WJPG120/105/75/65/65-1200,配套计量泵,更大挤出产量800-1000KG/H,宽度800MM,其中:120螺杆适应于主料二次PP料,105螺杆适应于新料PP料,75螺杆用于包边料PP料,两条65螺杆适应于EVOH及AD料。模头出来后片材配套有压片定型机、辊筒恒温装置、在线测厚仪、自然冷却装置、切边装置、双面硅油涂布机、牵引装置、废边收卷装置、双工位卷取机、PLC工业控制柜等。
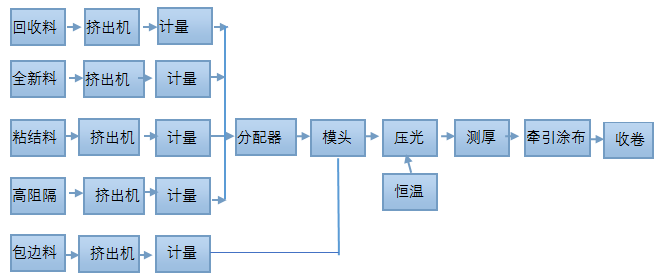
设备通常基本流程工艺示意图如下:
原料系统:原料配方比例及输送,破碎料回收装置;
挤出系统:各挤出机、过滤、计量、共挤分配至模头出片;
三辊压光系统:片材压光及切边装置;
在线测厚仪,片材厚度在线显示
牵引系统:动力牵引装置;
收卷系统:片材成卷收卷;
水循环系统:辊筒水温控制;
电气控制系统:整套设备电气控制。
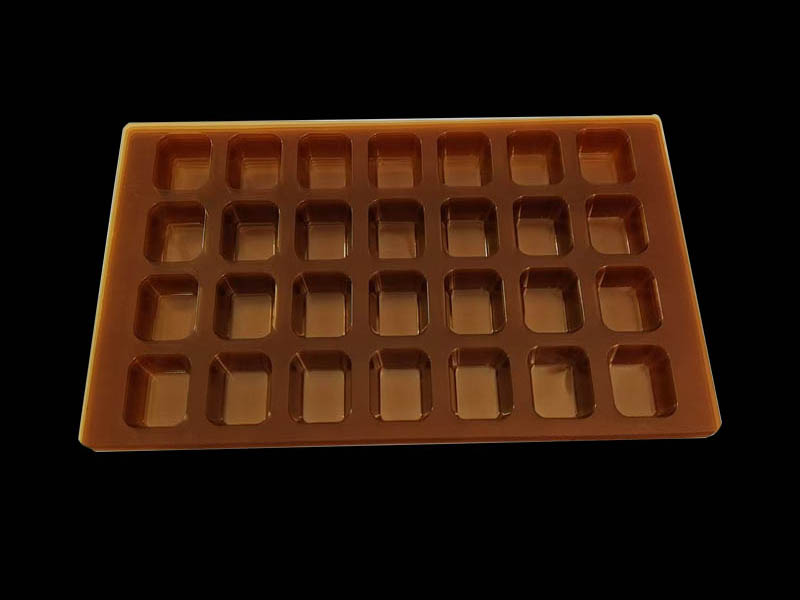
WJPG120/105/75/65/65-1200型EVOH高阻隔片材机
此设备生产的EVOH高阻隔片材,经国家包装产品质量监督检验中心(广州)检验检测,GB/T31354-2014《包装件和容器氧气透过性测试方法 库仑计检测法》,试验条件: T=(23±0.5)℃, RH=(50±2)%,空气环境,氧气浓度:21%,氧气透过性:5.5×10-4立方厘米/包 24小时。
2、加工工艺设备主要工艺路线:主料层物料通过120和105螺杆PP主挤出机,65螺杆(AD原料)加热熔融挤出,经过液压快速换网器,抵达分配器两边,65螺杆挤出EVOH原料直接进入分配器中间,75螺杆PP物料通过挤出机加热熔融挤出,经换网器直接进入模具会合,生产两边包边片材,各种加热熔融原料平稳进入共挤机头会合成片,在五辊压片机定型冷却,再经冷却后通过自动测厚仪测量厚薄均匀度调节,切边,片材经牵引辊送入卷绕装置,成卷包装为成品,而切边废边PP料直接进入粉碎机后回到挤出主机料斗再生产,也可以把边料由废边收卷装置收绕成捆。
3、关键技术点由于EVOH树脂与PP树脂相容性差,而且树脂流变速率相差较大,基材与EVOH的粘接强度、二次成型时对EVOH的拉伸性能的要求、压延生产复合片材时EVOH层分布的均匀性等都是影响复合材料性能和使用的关键问题,也是生产该类型复合材料时需要解决的难题。
多层共挤技术关键是粘合剂(AD),EVOH的复合包装材料通常有PP\EVOH,但PP与EVOH不能直接热粘合,必须PP与EVOH之间加粘合剂(AD),其粘合剂选择时需考虑PP作为基体材料的粘合剂,其次跟PP与EVOH熔体粘度的匹配,第三拉伸性能要求, 以免在二次加工时引起脱层。所以其共挤片材多为五层共挤片材(PP\AD\EVOH\AD\PP),若边切回料R加入层中间,就变成七层共挤片材机, PP/R/AD/EVOH/AD/R/PP,其中外层为PP新料,另紧靠两层是PP的破碎回收料R(PP)。也可采用非对称结构,增加其它材料(PE/HIPS等)挤出机,进行共挤,其原理相同,达到同样多层共挤方式。
用于硬包装,PP也有改用耐冲击性聚苯乙烯(HIPS)作为复合层。如下图结构:
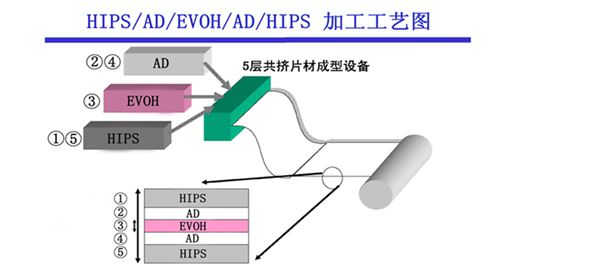
EVOH多层共挤复合材料加工工艺
如图所示,复合材料由里到外分为5层结构。中间层③为EVOH层,单独使用一台挤出机无需分层直接进入分层器中间层挤出;EVOH层两边为粘结剂AD层②和④,单独使用一台挤出机通过分层器分为两层复合于EVOH两面;复合材料两外表面为PS层①和⑤,同样单独使用一台挤出机,通过分层器分为两层复合在材料的上下两表层。利用复合结构,提高EVOH的阻水性能和阻隔性能。粘接层提高PS层与EVOH层的粘接强度。
多层共挤技术关键部件是分配器,从A\B\C三台挤出机挤出的PP、AD、EVOH的热融料通过一台分配器,形成PP/AD/EVOH/AD/PP结构层,分配器关键是流道设计, 使PP层均匀地分为一、五层, AD层分为二、四层, EVOH层为中间层。分配器流道设计有调节叶片, 用来调节两层之间的厚度均匀度,各层的厚度比例由各自的挤出量来控制,由于挤出机的挤出量波动较大, 在挤出机后用熔体齿轮泵来定量控制。处于模头设定温度下的PP、AD、EVOH的熔体粘度不同,这会使片材各层断面的厚度分布不均匀, 可以通过在分配器中采用局部开槽的方法, 增加某处的料流量来矫正,调节料层中间处的厚薄。
要获得性能优异的高阻隔多层共挤复合材料,加工过程中有如下关键问题需要注意:
(1)部件结构调整:为加强基材的阻湿性和提高EVOH的阻氧性,复合材料设计为不对称结构。不对称结构可以通过调整分层器中间层或外层来实现,若对分层器中间层作不对称调整,容易使得粘合层树脂也会随着表层树脂一起形成不对称结构,导致薄侧粘结层树脂量减少从而使得粘结强度下降,造成分层现象。因此只能对外层调节器进行调整,实际生产可根据产品厚度进行选择性调整,但必须保证薄层在二次成型时拉伸不断裂。
(2)工艺温度调整:由于EVOH树脂与PP树脂及粘结树脂的流变速率存在差异,且EVOH树脂处于中间层,受多层树脂压力的影响,树脂流动性会受到一定的障碍,故复合材料两边的EVOH层会相应减少,树脂分布不均匀直接对材料的阻隔性能造成影响,二次成型时受热也会不均匀,成型难度大,严重时会造成EVOH层断层导致阻隔性能丧失。因此在生产时模具两端的温度要调高5℃左右,提高材料两边EVOH层的流动性,保证EVOH层的分布均匀性。
(3)挤出机选型原则:EVOH树脂对温度和剪切都较为敏感,因此在选择挤出机型号时,以小型号、长径比小为原则。树脂在料筒停留的时间不宜太长,加工温度不能超过该树脂的上限温度,螺杆的剪切不能过大,转速不可过快。
(4)停机处理方式:由于EVOH树脂容易产生凝胶现象,且与其它树脂的相容性较差,因而在生产前、后对螺杆和料筒要进行清洗,清洗选用使用熔融指数较高的聚烯烃类树脂,清洗时间不能少于30分钟,清洗过程采用波浪式清洗法,观察挤出的树脂无杂质才可正式生产或停机。
(5)废边加收形式:不同材质的多层结构在两侧边缘一般都是需要进行修整,修整下来的残余中包括了多层的不同原料,这样导致修整后的余料不好回收利用。为了达到包边的余料的回收,通过增加包边挤出机,模具结构调整,使两侧有包边流体通道,包边流体通道内的流体与复合层的在出口处汇集成制品,包边流体通道内的流体包裹在制品的两侧边缘,修整边缘时那么修整下来的余料都为流体同一材质,利于回收。